

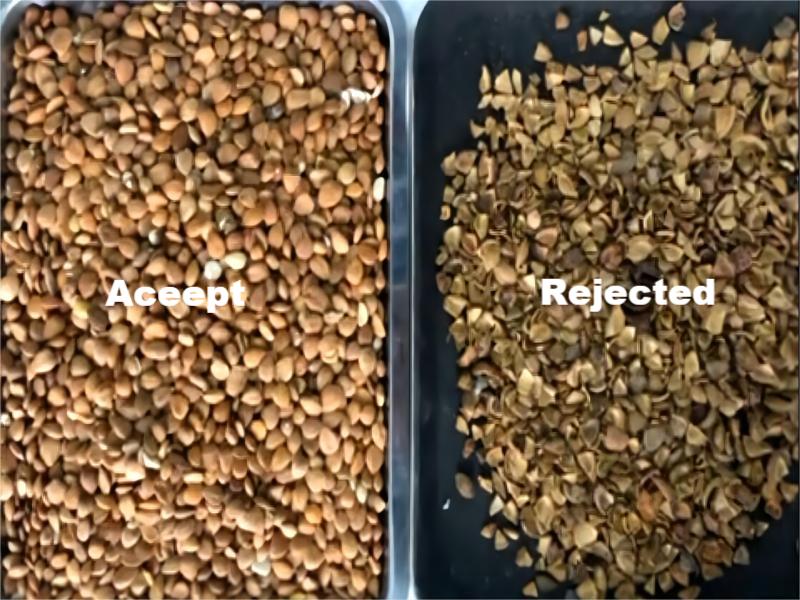






This infrared color sorter provide you with a full set of color sorting quality upgrade solutions for nuts. Sorting nuts: moldy, black, different color, broken, shelled, large and small, etc., intelligent sorting, quality upgrades, let your nuts sell at a higher price.
Are you interested in this product? Welcome to send us a message~
Order(MOQ) :
1Payment :
TT/LCProduct Origin :
Hefei,ChinaColor :
White,can customizeShipping Port :
Shanghai/NingboLead Time :
Within 10 working daysCertificate :
CEProduct Name :
NIR color sorterWarranty :
2 yearsMachine Function :
Color sorting,shape sorting,material sortingInfrared Color Sorting Machine Working Principle
Infrared color sorter machine utilizes the infrared light spectrum to sort materials. It works based on a series of steps that include:
1.Feeding: Materials to be sorted are fed into the machine.
2.Separation: The materials are separated based on the type of material they are and their size. This step ensures that the materials are properly spaced and positioned for the next step.
3.Imaging: The materials are imaged as they pass through a conveyor belt. An infrared camera captures images of each material as it passes through the belt. The camera is sensitive to different wavelengths, and it detects the color differences in each material.
4.Analysis: As the materials are being imaged, the computer analyses the images and determines the appropriate sorting path based on the material's color. It uses filters to isolate the material's color from the background or other interfering colors.
5.Ejection: After analysis, the machine directs a jet of forced air to blow the undesirable materials away from the desirable ones. These materials are sorted according to their colors and ejected into different storage bins.
6.Collection: The sorted materials are collected in different bins for further processing or sale.
7.Overall, the operation of an infrared color sorter machine is automated, precise, and efficient. It ensures uniform sorting and reduces errors, resulting in high-quality products.
Infrared Color Sorting Machine Features
1.High Sorting Accuracy: Infrared color sorters use advanced sensing and digital processing technologies to achieve high sorting accuracy. They can accurately separate even the smallest variations in shade and color.
2.Multiple Sorting Modes: These color sorters come equipped with multiple sorting modes, including shape, size, and color sorting, which allow users to sort a variety of different materials.
3.Easy to Use: The sorting process is fully automated, which makes it easy to use for both skilled and unskilled operators.
4.Large Capacity: Infrared color sorters feature a large capacity, which allows them to process large volumes of material in a short amount of time.
5.Reduced Waste: These color sorters help reduce waste by accurately separating and removing unwanted materials from the processing line.
6.Low Maintenance: Infrared color sorters require very little maintenance, making them a cost-effective solution for processing facilities.
7.Enhanced Productivity: The sophisticated sorting technology used in infrared color sorters allows for increased productivity, leading to higher yields and profitability for the processing plant.
Technical Parameters
| Model | TCNI3 |
| Channles | 192 |
| Power | 4.6kw |
| Weight | 1120kgs |
| Dimensions | 1860*1839*1889mm |
| Power voltage | 220V/50HZ/60HZ |
| Sorting accuracy | 99.99% |
| Capacity | 1500-2500kg/h |
| Air consumption | <2500L/min |
| Air pressure | 0.6-0.8Mpa |
Superb Nuts Sorting Sulotions






TOPSORT Color Sorter Core Advantages

TOPSORT Color Sorter Market

Why Choose TOPSORT Color Sorter?
1. Over 20 years experience which focus on sorter machine. One of the most advanced manufacturer in Hefei, Anhui.
2. After-Sales service guarantee: We have a professional after sales service team, one-to-one customer service to help customers install and debug.
3. We have service station over Southeast Asia, co-operate re-seller in more than 100 countries.
4. Quality assurance of raw materials: the raw material we purchase are certified qualified products.
5. Quality process assurance: We have been authorized by CE & ISO quality management system, each process of production are under strictly standard.
6. System test: Our technical engineers check the product performance, even every part is subjected to rigorous aging test to ensure that the factory products would being in full compliance with customer requirements.
7. Shipping guarantee: We have professional packaging operation team, independent export qualification to ensure product safety and stability to reach customers in the hands.

This belt infrared color sorter is specially designed for sorting same color different materials. also with color sorting function.So it is multi-dimensional cameras with CCD camera and InGaAs camera. Are you interested in this product? Welcome to send us a message~
read More
It is suitable for the sorting of various malignant impurities in materials,and has exclusive non-destructive testing capabilities for empty fruit, atrophied fruit,and wormhole damage in nut products. Are you interested in this product? Welcome to send us a message~
read More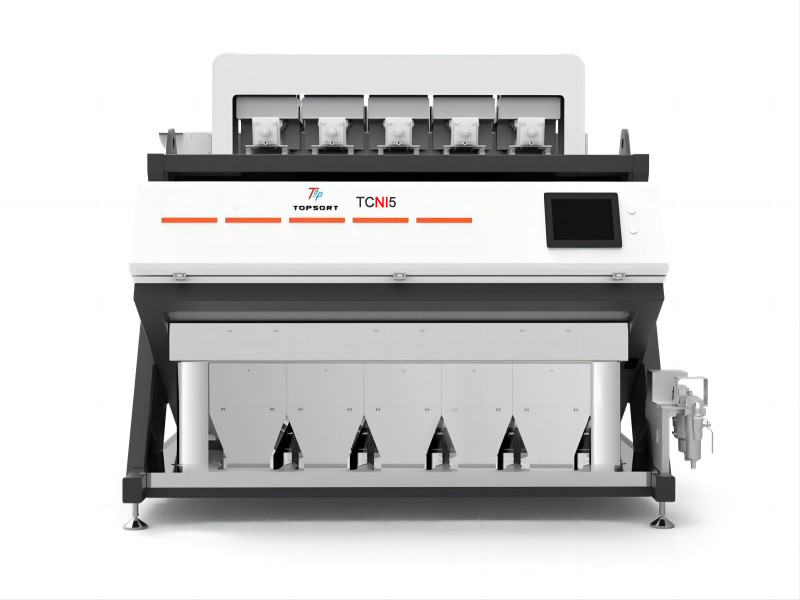
This infrared color sorter provide you with a full set of color sorting quality upgrade solutions for nuts. Sorting nuts: moldy, black, different color, broken, shelled, large and small, etc., intelligent sorting, quality upgrades, let your nuts sell at a higher price. Are you interested in this product? Welcome to send us a message~
read More
This infrared color sorter provide you with a full set of color sorting quality upgrade solutions for nuts. Sorting nuts: moldy, black, different color, broken, shelled, large and small, etc., intelligent sorting, quality upgrades, let your nuts sell at a higher price. Are you interested in this product? Welcome to send us a message~
read More
This infrared color sorter provide you with a full set of color sorting quality upgrade solutions for nuts. Sorting nuts: moldy, black, different color, broken, shelled, large and small, etc., intelligent sorting, quality upgrades, let your nuts sell at a higher price. Are you interested in this product? Welcome to send us a message~
read More
This infrared color sorter provide you with a full set of color sorting quality upgrade solutions for nuts:walnut,almond,pecan,etc, improve your product quality and let your nuts sell at a higher price. Are you interested in this product? Welcome to send us a message now~
read More
With our Almond Color Sorter, you can improve the quality of your almonds by eliminating defective almonds, such as discolored, moldy, or insect-infested almonds. It also ensures uniformity in your final product by sorting almonds based on size and color, meeting specific market demands and enhancing the overall appearance of your almond products. Furthermore, our Almond Color Sorter goes beyond just sorting almonds. It can also detect and remove foreign materials, such as shells, stones, and other contaminants, ensuring the purity and safety of your almond product. Our Almond Color Sorter is designed for high performance and reliability, with high-resolution cameras, intelligent algorithms, and robust construction. It is also user-friendly, with a simple interface and easy-to-use controls, making it seamless to integrate into your almond processing line.
read More
TOPSORT belt-type InGaAs(Infrared) color sorter machine providing sorting solutions for all kinds of nuts shell kernel seperation,for beans grains to sort special materials.
read More
Topsort plastic material separation machine designed for PET and PVC separating,polymer sorter can efficiently separate different plastic mixtures based on the near infrared (NIR) spectral properties of the materials.
read More
Topsort polymer sorter designed for PE and PP separating,polymer sorter can efficiently separate different plastic mixtures based on the near infrared (NIR) spectral properties of the materials.
read MoreSignup our newsletter to get update information, promotion and insight.











 IPv6 network supported
IPv6 network supported